ACサーボ MELSERVO 製品特長

現場の課題はこれで解決!
|
|
|
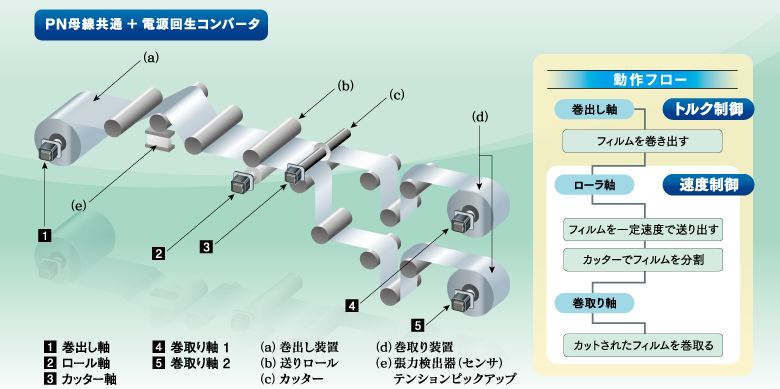

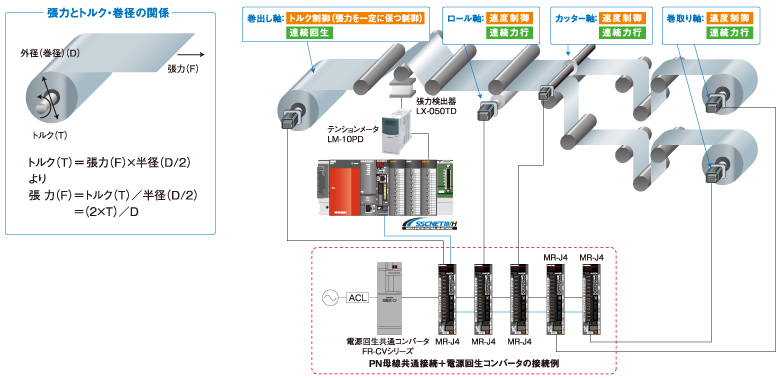
フィルム等の連続した巻物を伸び縮みさせずに巻出しするには、一定張力で巻出しする必要があります。
一方、張力、トルク、外径は下記の関係式があり、巻出しの張力を一定にするには、巻径に合わせてトルクを変更します。
巻出し軸に対して巻径に合わせたトルク指令を張力検出器からのデータで補正し、サーボアンプに送ります。
【巻出し装置】
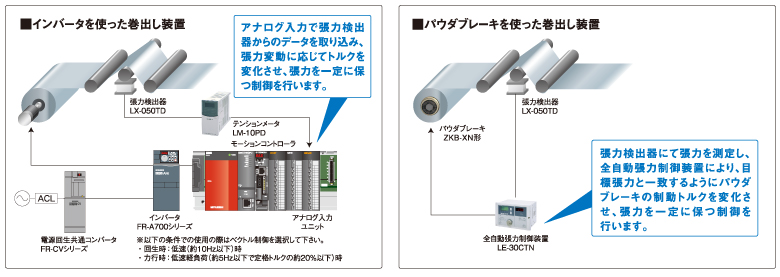
インバータ、パウダブレーキを使用して巻出し装置を構成することもできます。

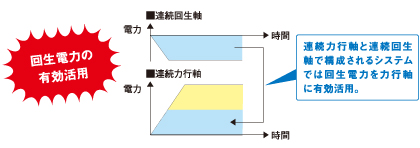
複数のサーボアンプをPN母線共通で電源回生共通コンバータと接続することにより、回生電力を有効活用できます。
モデルシステム
機器構成
シーケンサCPU:Q06UDEHCPU
GOT:GOT1000シリーズ
基本ベース:Q35DB
モーションCPU:Q172DSCPU
入出力ユニット:QX40、QY40P
アナログ入力ユニット:Q64AD
テンションメータ:LM-10PD
サーボアンプ:MR-J4-B
サーボモータ:HG-SR,HG-KR
電源回生共通コンバータ:FR-CVシリーズ
張力検出器:LX-050TD

電源回生共通コンバータの配線をします。
電源回生共通コンバータを使用する時、サーボパラメータPC20を設定します。
巻出し軸、巻取り軸、ロール軸が速度・トルク制御を行うためのパラメータを設定します。
速度制御に切換えるモーションSFCプログラムを作成します。制御軸の用途に合わせて速度制御(10)、トルク制御(20)を設定します。右のモーションS F Cは巻出し軸をトルク制御、他軸を速度制御に切換える例です。