データの見える化で実現する製造・販売の連携と在庫の最適化のポイント
2019年8・9月 | Special focus

的確な生産管理や在庫の最適化には、製造や販売といった組織間の連携が欠かせません。組織を横断した連携のためには、現在の問題とあるべき姿を共有することが必要です。その際、データを適切な方法で可視化することで、現状と改善すべき点を客観的、かつ直感的に把握することができます。ここではデータの見える化を実際に活用した事例も見ながら、データの活用について考えてみましょう。
工程全体を俯瞰することで実現する生産・販売・在庫の最適化
製造業にとって生産や出荷、在庫の最適化は重要な経営課題の一つです。製品を作って一定数を在庫しておき、売れ行きに合わせて追加生産する。シンプルに見えるこのサイクルを健全に保つことは、事業のスケールが大きくなるほど難しくなります。その理由としては、部材調達や輸送に時間がかかるため対応が遅れがちなこと、需要の把握や予測が難しいこと、さらに部門ごとに考えが異なるといったことがあります。
例えば、少しでも多くの製品を売りたい販売部門では、欠品で販売機会を逃すことを恐れて、できるだけ潤沢な在庫を確保しようとするでしょう。発注にかかる手間を減らすためにとりあえず大量の製品を発注し、在庫を確保したら発注を絞り、在庫が少なくなったところで再び大量の発注を行うといったオペレーションを行うかもしれません。
一方、製造部門は一般的に生産量が安定することを望んでいます。突然大量の発注が来たので増産体制を整えたら、ぱたりと注文が止み、生産ラインや人手を減らしたら、また大量の注文が届くといった状態では、生産部門が疲弊するだけでなく無駄なコストが発生します。
また、必要以上に多くの在庫を抱えることは、財務的な観点から望ましくありません。在庫を持つためには倉庫などの維持管理コストがかかるほか、滞留時間が延びればそれだけ陳腐化や売れ残りなどのリスクが高まります。また、製造にかかったコストは、製品を販売するまで費用として計上できません。このため多くの企業では決算期前には減産をするなどして在庫を減らそうとします。もちろん、過剰在庫を恐れるあまり、欠品で販売機会を逃してしまっては本末転倒です。
企業全体としての利益を最大化するためには、製造や販売などそれぞれの部門ごとの最適化ではなく、製造から販売までの工程全体の最適化を目指すべきです。それには工程全体を俯瞰して、あるべき姿と現状を部門間で共有する必要があります。
グラフ一つであるべき姿と現状の問題点が浮き彫りになる
ビジネスにおける問題を客観的な視点で捉えるには、データによる見える化が効果的です。例えば三菱電機では、一部の輸出製品において、出荷や販売などのデータを見える化することで、海外の販売会社と国内の製造部門の間で生産・出荷の最適化を行っています。
以前は、日本国内で生産した製品を海外に輸出・販売する際に、海外での在庫水準が国内よりも高くなりがちでした。また、発注が急増した後に、急に発注が停止し、再び発注が急増するなど、生産負荷の変動が大きくなるようなことも発生していました。原因は輸送時間の長さや市場の違いに起因すると思われていました。
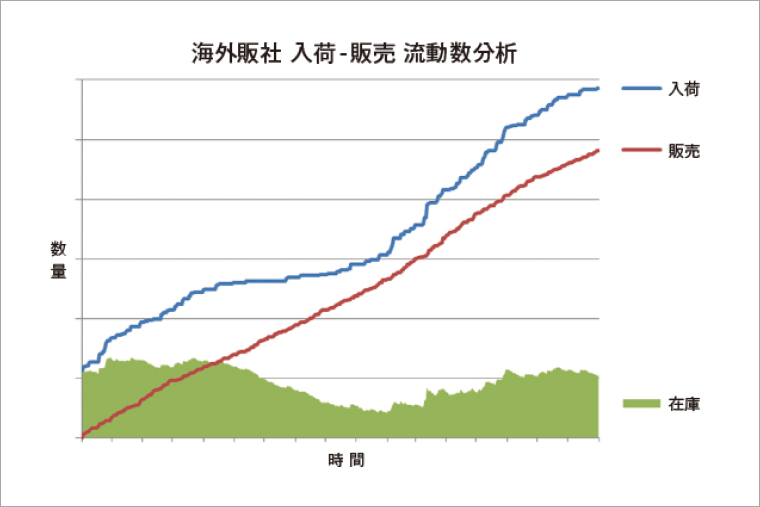
三菱電機の製作所から相談を受けた生産システム本部では、この問題を解決するために、「流動数曲線」を使って分析を行いました。流動数曲線は、製品の入荷累計と出荷累計を同一のグラフ上に描く分析手法です。2本の折れ線の上下間隔は在庫量を示し、左右の間隔は入庫から出荷までの時間を示します。流動数曲線を使えば、一つのグラフで入出荷両方の変動や在庫の状況を時系列で把握することができます。
もし、入出荷のバランスが正しく取れているときには、2本の曲線は電車のレールのように一定の間隔を保ったまま並行に描かれます。間隔が広がったり、狭まったりしている場合には、発注や供給になんらかの問題があることになります。
図1は、ある製品の海外販売会社における入荷累計(=工場出荷)と販売累計のデータを流動数曲線で分析したものです。このケースでは、販売累計は直線に近い形で、比較的コンスタントに増加しています。これに対し、入荷累計は途中で何度も傾きが大きく変化しており、発注の急増、停止、再び急増が行われていることが一目瞭然です。これにより発注方法に問題があったことが判明しました。
図1:流動数分析
流動数曲線を使って販売、入荷、在庫状況を見える化した例。
入荷は販売に追従し、在庫は一定となるのが「あるべき姿」だが、このケースでは販売と入荷が乖離しており、在庫も偏在している
データ分析を活用することで製造と販売の密な連携が実現
発注に問題が起きた原因を探ってみると、海外販社では、年度計画に基づいて発注を行っていたことが分かりました。年度の初めに十分な在庫を確保し、期末には在庫を抑制するために発注を停止していたのです。国内の製造拠点では、こうした発注に疑問を持ちながらも、海外からの発注に合わせて生産を行っていました。製造、販売が限られた断片的な情報だけで判断し、お互いをよく理解していなかったことが根本的な原因といえます。
現在では、機種別の流動数曲線を使った分析を製販計画会議で活用することで、以前よりも適切な発注や在庫水準を保つことが可能になりました。データの活用によって、製造と販売の効果的な連携が実現しています。
収集できるデータが増えるほど分析手法とツールがポイントに
海外販社の事例で分析に使用したデータは、販社の販売、在庫や工場の出荷といった、各部門で以前から所有しているデータでした。業務のIT化が進んだ現在では、月単位の集計だけでなく、生産・販売・在庫に関するイベントごとの情報が細かく記録されています。これをPSI(生産=Production、販売=Sales、在庫=Inventory)情報といいます。グローバルなPSI情報が容易に得られるようになったことはIT化による大きなメリットといえます。
ただし、大量のデータが集まっても、その情報を月単位や集計で断続的に見ているだけでは、なかなか問題点は見えてきません。前出の事例では、流動数曲線を使って管理単位の異なるデータソースを一元的に見える化したことで、問題点が直感的で分かるようになりました。もともと流動数曲線は製造部門において、製造リードタイムや仕掛かり品の在庫を可視化することに使われます。これを複数の部門にまたがったデータに適用することで、部門間を横断したデータ分析が実現しました。データ収集が容易になればなるほど、的確な分析手法の選択や分析ツールの使いこなす技術やノウハウが重要になっていくでしょう。
- 本記事は、三菱電機株式会社の小山克己氏への取材に基づいて構成しています。
三菱電機株式会社
生産システム本部 技師長 小山 克己 氏
三菱電機株式会社 生産システム本部・技師長。
慶応義塾大学工学部卒。1983年三菱電機入社・本社生産技術部配属。
入社後、生産技術センター、情報システム技術センター、電力システム製作所等を経て、2017年より現職。
ほぼ一貫して、コーポレート部門のスタッフ・エンジニアとして、三菱電機グループの国内外工場の工場計画, 生産ライン設備・生産管理システム等の企画・設計・導入立上に取組んできている。
三菱電機株式会社