MELSERVO-J4シリーズ サーボアンプ

業界をリードする基本性能
業界最高レベルのサーボアンプ基本性能 
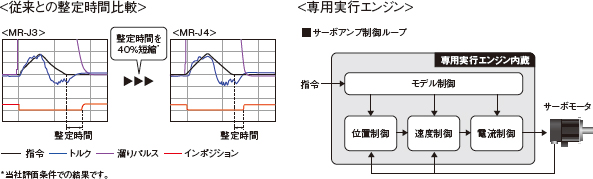
従来の2自由度型モデル適応制御をさらに進化させた独自の高速サーボ制御アーキテクチャを集積した専用実行エンジンを採用。2.5 kHzの速度周波数応答を実現しました。また独自開発した高分解能絶対位置エンコーダ (4,194,304 pulses/rev) の採用と相まって、高速高精度な運転が可能。ハイエンドマシンのパフォーマンスを最大限に引き出します。
高性能サーボモータによる機械性能の向上
回転型サーボモータはエンコーダの高分解能化と処理速度の向上により、更に高精度な位置決めと滑らかな回転が可能です。

高度なサーボゲイン調整機能
ワンタッチ調整 
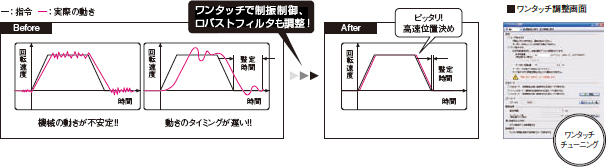
ワンタッチチューニング機能をオンするだけで、機械共振抑制フィルタ、アドバンスト制振制御Ⅱ*1、ロバストフィルタを含めたサーボゲイン調整が完了。先進の振動抑制機能を手軽に駆使することで、装置の性能を最大限に発揮させます。リアルタイムオートチューニングでは必要だった応答性の設定も、自動で実施します。また、サーボアンプ内部で指令生成する方式を追加しました。*2
*1. 1つの周波数を自動調整します。
*2. MR-J4-B/MR-J4W_-B/MR-J4-Aで対応しています。
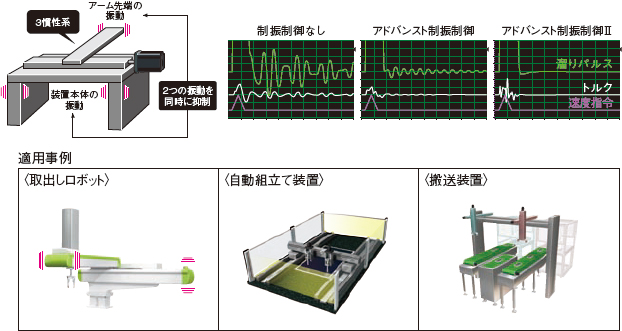
アドバンスト制振制御Ⅱ 
3慣性系の機械に対応した振動抑制アルゴリズムにより、低周波振動を2つ同時に抑制可能。調整もMR Configurator2から簡単に実施できます。
アーム先端や装置本体で発生する、約100 Hz以下の比較的低い周波数の残留振動の抑制に効果を発揮します。残留振動の抑制により整定時間を短縮できます。
ロバストフィルタ
印刷機や包装機など、ベルトやギアで駆動する大慣性装置において、従来制御では難しかった高応答と安定化の両立を、機能を有効にするだけの調整レスで実現。 広い周波数範囲のトルクを緩やかに低減することで、従来と比較してより大きな安定性を確保できます。

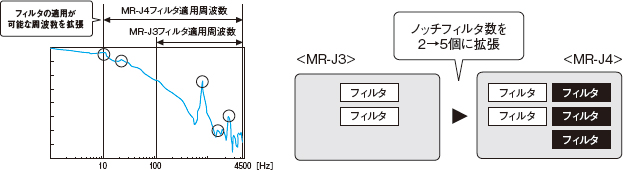
機械共振抑制フィルタの拡張
フィルタ構造の高度化により、適用周波数範囲を100 Hz~4500 Hzから10 Hz~4500 Hzへと拡張。さらに同時適用可能なフィルタ数を2個から5個へと拡張することで、機械の振動抑制性能を向上しました。
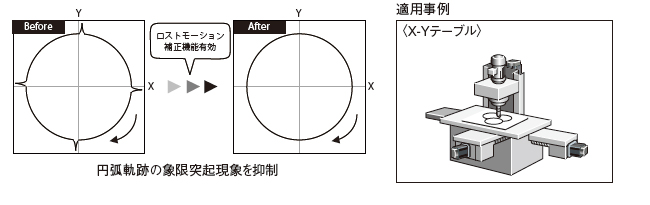
ロストモーション補正機能
XYテーブルなどの軌跡制御において、円弧軌跡の精度を向上します。
摩擦やねじれなどの影響によって、サーボモータ回転方向反転時に発生する、象限突起現象を抑制します。
* MR-J4W2-B/MR-J4W3-Bは非対応です。
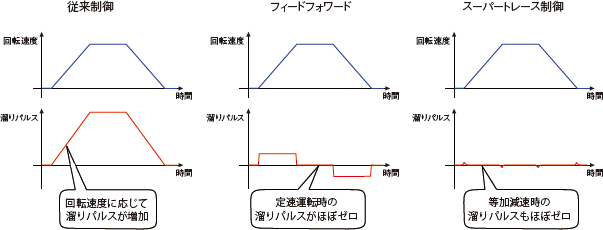
スーパートレース制御
定速運転時のみだけではなく、等加減速時の溜りパルスをほぼ0にすることができる制御です。剛性の高い装置において、軌跡精度を向上させることが可能です。
* MR-J4W2-B/MR-J4W3-Bは非対応です。
用途に合わせた豊富な機能
* 対応したコントローラを使用してください。
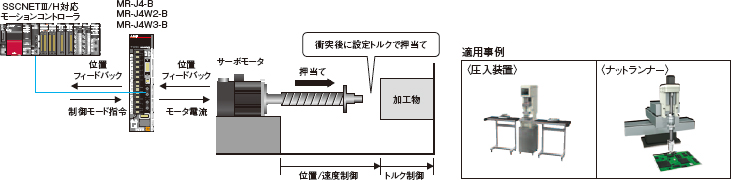
押当て制御 
位置/速度制御から停止することなく、スムーズにトルク制御に切り換わります。ワークの押当てや挿入、キャップ締めやねじ締めなど、位置制御からトルク制御への切換えを行うアプリケーションにおいて、速度やトルクの急変がなく、機械の負荷軽減、高品質な成形が可能です。
* MR-J4-B/MR-J4W2-B/MR-J4W3-Bのみの対応です。
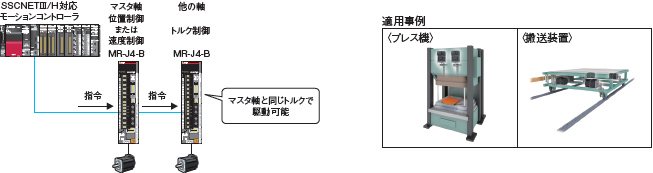
ドライバ間通信機能
MR-J4-Bでは、ドライバ間通信によりマスタ軸のトルクを他の軸 (複数軸可能) へ送信し、そのトルクを指令として他の軸をトルク制御運転することが可能です。マスタ軸から他の軸へのトルクデータの送信は、SSCNETⅢ/Hを介して行うため、特別な配線追加は必要ありません。
スケール計測機能 
MR-J4-GF/MR-J4-B/MR-J4W2-B*1サーボアンプ*2では、セミクローズド制御の状態でスケール計測エンコーダを接続し、スケール計測エンコーダの位置情報をコントローラに送信することができます。
スケール計測機能を用いることで、リニアエンコーダや同期エンコーダのデータをサーボアンプ経由でサーボシステムコントローラに送信することができ、省配線化が可能です。
*1. MR-J4W2-0303B6は、対応していません。
*2. ご使用の機械端エンコーダに応じたサーボアンプ(MR-J4-GF/MR-J4-GF-RJ/MR-J4-B/MR-J4-B-RJ) を使用してください。
標準サーボアンプで多彩な制御・駆動システムに対応
対応サーボモータ
MR-J4シリーズサーボアンプは標準で回転型サーボモータ、リニアサーボモータ、ダイレクトドライブモータの駆動が可能です*。

* 一部非対応の機種があります。組合せについては、下記を参照してください。
「回転型サーボモータとサーボアンプ組合せ」
「リニアサーボモータとサーボアンプ組合せ」
「ダイレクトドライブモータとサーボアンプ組合せ」
1軸/2軸/3軸サーボアンプ
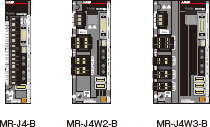
SSCNETⅢ/H対応サーボアンプは、1軸型に加えて、2軸一体型、3軸一体型をラインアップ。
制御軸数に合わせたフレキシブルなシステム構成が可能です。
フルクローズド制御対応
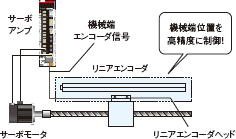
MR-J4シリーズサーボアンプは標準でフルクローズド制御に対応*1。
機械端の高精度制御を実現します*2。
*1. 2線式シリアルリニアエンコーダに対応しています。4線式シリアルおよびパルス列インタフェース (ABZ相差動出力タイプ) のリニアエンコーダにはMR-J4-GF-RJ/MR-J4-B-RJ/MR-J4-A-RJサーボアンプで対応しています。
*2. MR-J4-DU_B4-RJ100/MR-J4W2-0303B6/MR-J4W3-B/MR-J4-03A6/MR-J4-03A6-RJ は非対応です。
幅広い電源、容量ラインアップ
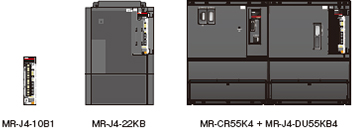
MR-J4-B/MR-J4-Aサーボアンプでは、主回路電源三相AC200 V、三相400 V、単相AC100 Vに加え、DC48 V/24 V仕様をラインアップ。また、30 W*~55 kWまでの幅広い容量に対応しています。
MR-J4-GFサーボアンプでは、主回路電源三相AC200 V、三相400 V、単相AC100 V仕様をラインアップ。
MR-J4-GF-RJ/MR-J4-B-RJ/MR-J4-A-RJは、DC電源入力にも対応しました。
* 30 Wは、DC48 V/24 V電源です。
最大指令パルス周波数、指令パルス

汎用インタフェース対応MR-J4-Aサーボアンプは、最大指令パルス周波数4 Mpulses/sに対応しています。(差動レシーバ時)
また、オープンコレクタ時は、シンク入力およびソース入力に対応しています。
位置決め機能内蔵でシステムの簡素化が可能
MR-J4-GF(-RJ)とMR-J4-A-RJに位置決め機能内蔵
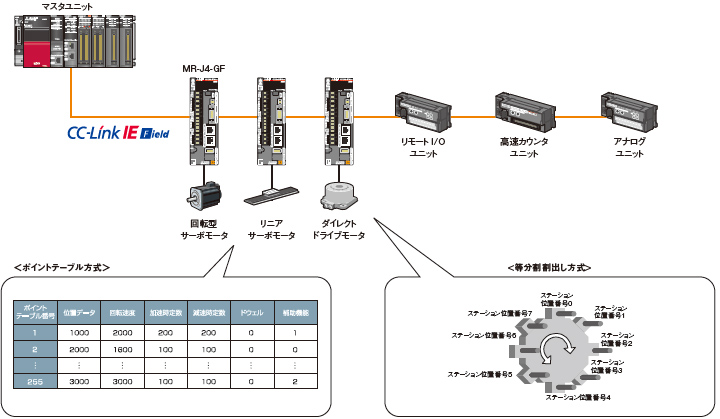
位置決め機能を内蔵し、ポイントテーブル方式、プログラム方式*、等分割割出し方式の位置決め運転が可能です。
位置決めユニット(指令パルス) なしで位置決めシステムを構築できます。位置決め指令は、CC-Link IEフィールドネットワーク、入出力信号またはRS-422/RS-485通信 (最大32軸) にて実施します。位置決めデータは、MR Configurator2から簡単に設定できます。
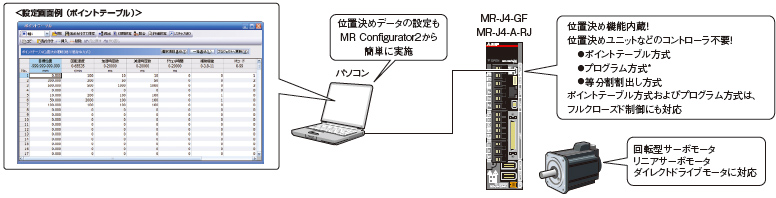
* プログラム方式はMR-J4-A-RJのみです。
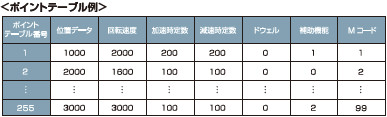
ポイントテーブル方式

位置データ (目標位置)、回転速度、加減速時定数などをパラメータ感覚で設定できます。最大255点のポイントテーブルの設定が可能です。
ポイントテーブル番号を選択し、始動信号で位置決め運転を実行します。
* MR-J4-A-RJサーボアンプの場合、ポイントテーブルはサーボアンプの押しボタンおよびMR-PRU03パラメータユニットでも設定できます。
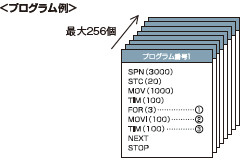
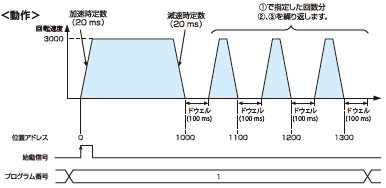
プログラム方式*

専用のコマンドで位置決めプログラムを作成することができます。プログラム番号を選択し、始動信号で位置決め運転を実行します。
ポイントテーブルより複雑な位置決め運転が可能です。最大256個のプログラムを登録することができます。
全プログラムのステップの合計は、640ステップです。
* プログラムの作成にはMR Configurator2が必要です。
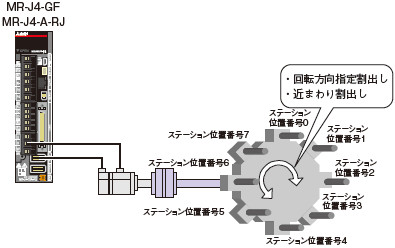
等分割割出し方式*
ステーション位置指定による位置決め (最大255分割) を行います。
ステーション分割数や機械側/モータ側歯数をパラメータで設定することにより移動量の自動計算が可能です。ステーション位置番号を選択し、始動信号で位置決め運転を実行します。
回転方向指定割出しと近まわり割出しの設定が可能です。
* 等分割割出し方式は、フルクローズド制御モード、リニアサーボモータ制御モードには対応していません。
位置決め機能内蔵に便利な機能を追加
* MR-J4-03A6-RJは未対応です。
位置決め機能に、便利な機能を追加しました。
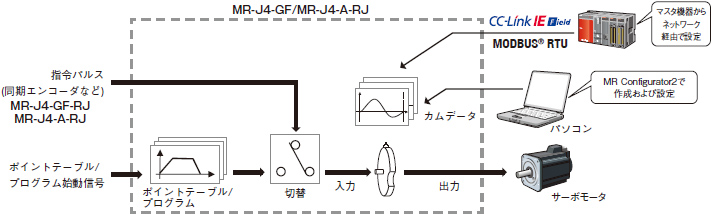
簡易カム機能、エンコーダフォローイング機能、パルス入力スルー機能、簡易カム位置補正機能、通信機能 (MODBUS® RTU、Point to Point 位置決め、現在位置ラッチ) により、幅広い用途に対応し、簡単に位置決めシステムを構築できます。
簡易カム機能
MR Configurator2を使用し、様々なパターンのカムデータを簡単に作成できます。外部からの指令を簡易カムの入力とし、カムデータに基づいた指令をサーボモータに出力します。外部からの指令は、指令パルスまたはポイントテーブル/プログラムNo. 指令を選択できます。
* プログラム方式はMR-J4-A-RJのみです。
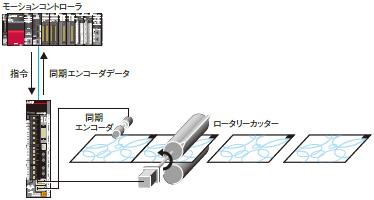
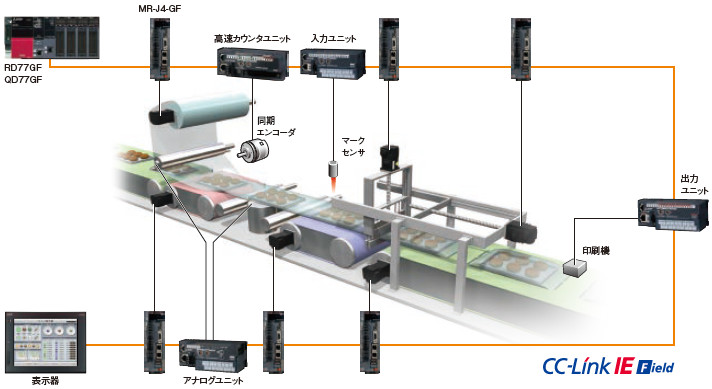
エンコーダフォローイング機能/パルス入力スルー機能*

エンコーダフォローイング機能は、同期エンコーダのAB相出力信号をサーボアンプの指令パルスとして取り込み、カムデータに基づいた指令をサーボモータに出力します。
シート長、カッタ-軸の周長、およびシート同期区間に合わせたカムデータをあらかじめ設定すると、コンベア軸とカッター軸が同期したシステムを構築できます。同期エンコーダからの入力は、4 Mpulses/s まで対応しています。
指令パルス入力スルー機能は、同期エンコーダからのAB相パルスを後軸に出力します。2軸目以降もコンベア軸に同期した制御が可能となります。
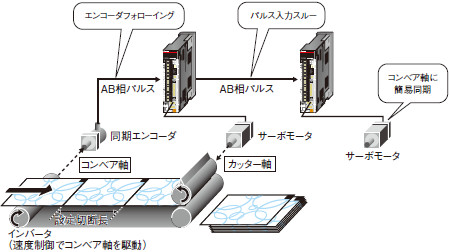
* MR-J4-GF-RJはAB相パルス入力スルー機能、MR-J4-A-RJは指令パルス入力スルー機能となります。
簡易カム位置補正機能*
マークセンサがオンのときに、送り現在位置を読み込み、サーボアンプ内で補正量を算出しカッター軸を補正します。
基準位置とのずれを補正することで、レジマークなどに合わせて切断することができます。
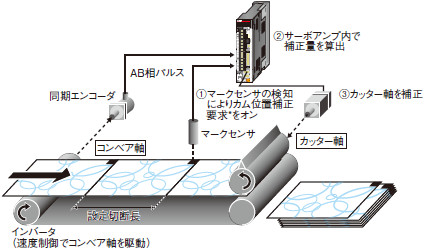
* カム位置補正要求は、MR-J4-GF-RJはタッチプローブ入力、MR-J4-A-RJはマークセンサ入力となります。
通信機能 (MODBUS® RTU)
標準対応のRS-422/RS-485通信 (三菱電機汎用ACサーボプロトコル) に加え、RS-485通信 (MODBUS® RTUプロトコル) をサポートします。
MODBUS® RTUプロトコルでは、ファンクションコード03h (保持レジスタ読出し) などに対応しています。
外部機器によるサーボアンプの制御および監視が可能です。
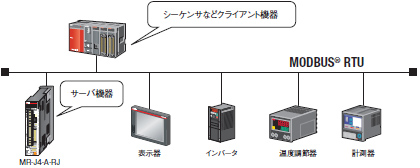
注) 1. MR-J4-A-RJ専用RJ-45対応ケーブルおよびRJ-45対応中継コネクタ端子台が必要です。
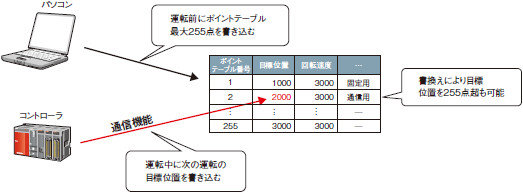
通信機能 (Point to Point 位置決め)
ポイントテーブルの目標位置をあらかじめ設定しておくことにより、最大255点のPoint to Point 位置決めが可能です。
通信機能を利用して、運転中に次のポイントテーブルの目標位置を書き換えることにより、柔軟な位置決めが可能になります。
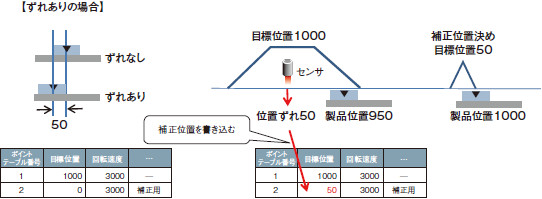
通信機能 (現在位置ラッチ)
マーク検出機能 (現在位置ラッチ*) にてラッチしたデータを元に、ポイントテーブル (目標位置) を書き込むことで目標位置を補正できます。
* マーク検出信号がオンになると、現在位置をラッチします。ラッチしたデータは通信機能で読み出すことができます。
使用例: 搬送パレット上に製品が50ずれて搭載されている場合の位置補正
ポイントテーブル番号1 (目標位置1000) を指定して起動します。
運転中にマーク検出機能にて位置ずれを測定し、位置ずれ50を補正用のポイントテーブル番号2の目標位置に書き込みます。
運転完了後 (製品が50ずれた位置で停止) に、ポイントテーブル番号2を指定して起動すると、製品が50移動して正しい位置に移動します。
CC-Link IEフィールドによるオールラウンドなネットワーク
All-in-One ネットワーク
コントローラ分散制御・I/O 制御・モーション制御を統合するオールラウンドなフィールドネットワークです。
一つのネットワークにシーケンサ・入出力ユニット・高速カウンタユニット・サーボアンプ・インバータ・表示器などのフィールド機器を接続することにより、目的や用途に応じた最適なネットワークを提供します。
ラインや装置、機器のレイアウトに合わせ、スター型・ライン型・リング型* によるフレキシブルな配線を実現します。

* シンプルモーションユニットは、リング型は対応していません。
All-in-One エンジニアリングソフトウェア
GX Works3*1があれば、一つのソフトウェアでシーケンスプログラム、CC-Link IEフィールドネットワーク設定、シンプルモーション設定、サーボアンプ調整などシステム設計から立上げ・保守まで対応できます。
*1. GX Works2の場合、サーボ支援ソフトウェアMR Configurator2は、三菱電機FAサイトからダウンロードして無償でご使用になれます。
- システム構成からサーボパラメータまで、「GX Works3」1つで設定。
- CC-Link IEフィールドネットワークパラメータは簡単に設定が可能。
- MR Configurator2と一体化することで、サーボパラメータが簡単に設定。
- ユニットラベル、ユニットFBをドラッグ&ドロップするだけで、簡単にシーケンスプログラムを作成。
- 豊富な補助機能で位置決めデータを簡単に作成。
- パラメータを設定するだけで、簡単に同期制御。
- カムデータはマウスでドラッグ&ドロップ、数値入力で簡単に作成。
- ワンタッチ調整によりサーボ調整を自動で実施。
- ネットワーク診断で異常個所を表示。
- シミュレーションにより実機なしにプログラムのデバッグが
可能。
CC-Link IEフィールドによるオールラウンドな駆動システム
CC-Link IEフィールドネットワーク 標準対応

MR-J4-GF(-RJ)は、CC-Link IEフィールドネットワークに標準対応しています。
高速/シームレス/Ethernetに対応したCC-Link IEフィールドネットワークに接続可能です。
CC-Link IEフィールドネットワーク カンタン位置決め
MR-J4-GF(-RJ)は、マスタユニットとの組み合わせた場合、ポイントテーブル方式や等分割割出し方式による位置決め運転が可能です。
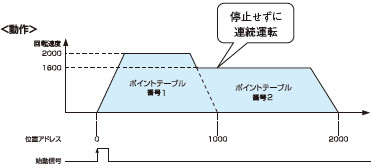
ポイントテーブル方式は、ポイントテーブル番号をセットし、始動信号をオン。位置決めユニットなしで、I/O感覚で位置決め運転ができます。次のポ
イントテーブルを停止することなく連続運転することも可能です。
等分割割出し方式は、ステーション分割数のパラメータ設定で、移動量を自動計算します。
位置決め機能については、「位置決め機能」を参照してください。
CC-Link IEフィールドネットワーク モーション制御
MR-J4-GF(-RJ)は、シンプルモーションユニットとの組み合わせた場合、簡単なパラメータ設定とシーケンスプログラムからの始動にて、高度な同期制御・補間制御ができます。速度、トルク制御も可能で、コンバーティングなどの装置にも対応可能です。
また、同期通信機能対応リモートI/Oを使用することにより、サーボアンプへの指令周期に同期したシステムを構築できます。

サーボ指令通信周期に合わせて、同期エンコーダ、シート張力、印刷機など様々な機器と同期可能となります。
CC-Link IEフィールドネットワーク Basicにも対応 *2
![三次元板金展開システム CamMagic SMOPlus [SpaceClaimSMOPlus]](images/mc_i60.jpg)
CC-Link IEはコントローラ分散制御、I/O制御、モーション制御、安全制御など様々な制御がOne Networkでつながる高速・大容量のEthernetベースのオープンネットワークです。
CC-Link IEフィールドネットワーク BasicはこのCC-Link IEの一部であり、より簡単にネットワーク対応ができます。
またSLMP *1の活用により、ネットワーク階層を意識することなく上位情報系から下位フィールド系をシームレスに連携し、見える化を実現します。
- *1. Seamless Message Protocol
- *2. ソフトウェアバージョンA4以降にて対応しています。CC-Link IEフィールドネットワーク Basicについては技術資料集を参照願います。
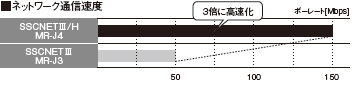
SSCNETⅢ/ Hによるサーボシステムの高応答化
通信速度を3倍に向上
データ送受信を従来比3倍の双方向150 Mbps (片方向300 Mbps相当) へと高速化。システムの応答性を飛躍的に向上します。
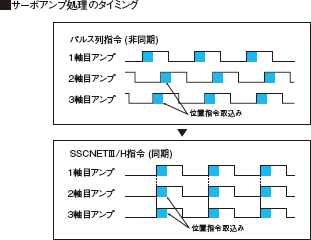
同期通信により、装置の高性能化を実現
SSCNETⅢ/Hでは完全同期通信が可能。高精度な同期が必要な印刷機械、食品機械、加工機などの装置の高性能化を実現します。
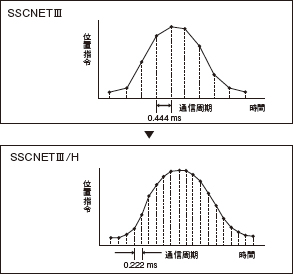
0.222 msへと、指令通信周期を高速化
通信周期0.222 msの高速シリアル通信により、装置のよりスムーズな制御を可能にします。
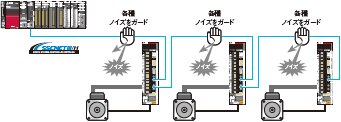
光通信による耐ノイズ性の飛躍的向上
光ファイバケーブルの採用により、動力線や外部装置などから混入するノイズを徹底ガード。メタルケーブルと比べて、耐ノイズ性が飛躍的に向上しています。
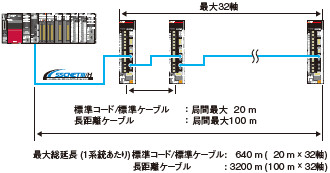
最大3200 mの長距離配線に対応
1系統あたり最大3200 m (局間最大100 m × 32軸) の長距離配線が可能。大規模システムにも対応できます。
* 全軸をSSCNETⅢ/Hで接続した場合です。
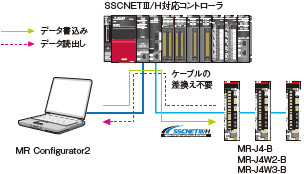
ネットワークによる集中管理
コントローラとサーボアンプ間で、大量のサーボデータをリアルタイムに通信可能。また、モーションコントローラ、シンプルモーションユニットに接続したパソコン上からMR Configurator2が使用可能。複数台のサーボアンプのパラメータ設定やモニタなど情報の一元管理が行えます。
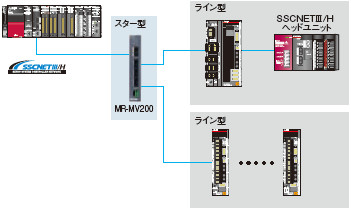
ネットワークトポロジー
光分岐ユニットMR-MV200*を使用することで、SSCNETⅢ/Hにて、スター型、ライン型の配線で分散配置できます。メンテナンス時、装置全体を停止することなく、装置稼働率を向上できます。
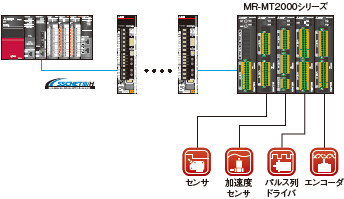
モーション制御に同期した入出力信号を実現
センシングユニットMR-MT2000*を使用することで、SSCNETⅢ/H経由でI/O、アナログ入出力、パルス入出力やエンコーダI/Fユニットを接続可能。
汎用パルス列対応ドライバやセンサ、SSIエンコーダなどの入出力をモーション制御周期と同期して、装置の高速化、高精度化を実現します。
* 光分岐ユニットMR-MV200とセンシングユニットMR-MT2000については、
「
」を参照してください。