特集論文

世界戦略ワイヤ放電加工機“MVシリーズ”
2013年12月公開【全3回】
名古屋製作所 三枝嘉徳 服部広一郎 中島洋二 小川卓也 塩澤貴弘
第2回 MVシリーズで向上した5つの基本性能(中)
2. 3 生産性の向上
2. 3. 1 デジタル電源制御高速化による加工速度向上
MVシリーズではデジタル電源制御の高速化によって極間電圧の検出を早くすることが可能になった。これによって極間での絶縁破壊を起こすコンデンサ放電から、その後発生するトランジスタパルスの主放電への切替えが早くなり、有効放電の数が上がった。その結果、エネルギーを効率良く加工部に伝達できるようになり、従来に比べて加工速度の向上、及びワイヤの断線を抑制することが可能になった。図5、図6に汎用金型加工で多く使用される3回加工でRz3.5μmの面粗さで加工を行った時の従来機種との加工速度比較を示す。MVシリーズでは従来機種に比べてトータルの加工速度が20%向上した。

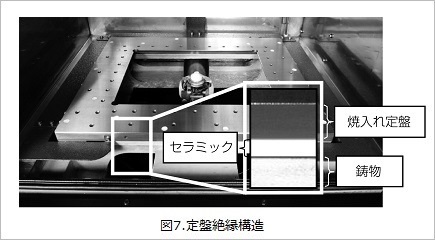
2. 3. 2 定盤絶縁構造の採用
MVシリーズでは図7のように被加工物を載せる定盤と鋳物の間に絶縁材のセラミックを挟み込み、定盤と加工機本体を電気的に絶縁する構造を採用した。この構造を採用することで荒加工時には絶縁を使用せず加工速度を上げて加工を行うが、仕上げ加工時には絶縁構造によって浮遊の静電容量成分が減り、微小なエネルギーで加工ができるようになった。これによって面粗さを向上させながらトータル加工速度を向上させることが可能になった。MVシリーズでは高精度金型加工に多く使用される4回加工でRz2.0μmの面粗さを実現した際の加工速度も従来機種に比べて20%向上した。
2. 3. 3 上部ワイヤガイド構造最適化
ワイヤ放電加工機では、加工時に上部ワイヤガイド部のノズルから加工液を噴出して、加工部で発生する加工屑(くず)(スラッジ)の除去を行っている。加工液でスラッジの除去を効率良く行うためには、ノズルから出る加工液の真直性が求められる。今回のMVシリーズでは加工液水流も前述のジェット同様に流体解析シミュレーションによって上部ワイヤガイド構造の最適化を行い、加工液水流の真直性を向上させたことで加工速度の向上を実現している。
2. 4 操作性能の向上
2. 4. 1 加工条件検索の簡単化
ワイヤ放電加工を行う際には、使用するワイヤ電極径、加工する物の材質、板厚、目標の面粗さ等によって、様々な異なる加工条件を選択する必要がある。MVシリーズでは加工条件検索をする際に、必要な項目が順番に表示される選択絞り込み方式としたことで、初心者でも簡単に加工条件検索が可能となった。また加工現場で多く使用されるNC制御装置の二次元CAM(Computer Aided Manufacturing)上でも絞り込み方式の加工条件検索が可能となり、操作性が向上した。
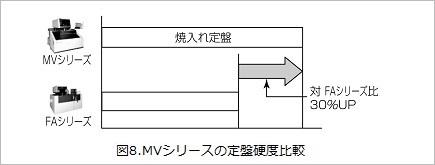
2. 4. 2 焼入れ定盤採用
一般的に被加工部(ワーク)を載せる定盤は、使用時の磨耗や傷等によって経年的に平面度などの精度が悪化する。中国などの市場調査の結果、硬度が高く磨耗や傷のつきにくい定盤にしてほしいというニーズがあった。MVシリーズではワークを載せやすい形状の一体ロの字型の焼入れ定盤として、定盤の硬度を従来機種比で約30%向上させた(図8)。これによって定盤自体の経年劣化を防ぐとともに、長期にわたる定盤精度の安定化を図った。
2. 4. 3 段取り・メンテナンス性向上
段取り・メンテナンス性について日米英以外の中国などの新興国でも市場調査を行い、次の改善を実施した。
(1) 段取り性向上
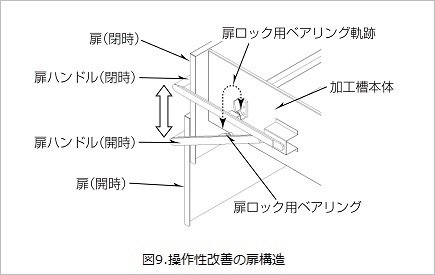
- 扉操作性改善
上下開閉手動扉を、ハンドルの一連動作でロック/アンロック可能(図9) - ワーク平行出し作業性改善
自動結線装置前部にダイヤルゲージのスタンド
固定用位置を設置 - 加工液流量計、ジェット水流調整用バルブの視認性、
操作性向上
機械正面のワイヤ送給部の横に流量計、バルブを設置
(2) メンテナンス性向上
- 加工液タンクの清掃性向上
清掃時に使用するタンク上面開口部を拡大 - 電磁弁の清掃作業性向上
電磁弁の上部に空間を設け、電磁弁への接近を容易化
製品紹介

- 要旨 世界戦略ワイヤ放電加工機“MVシリーズ”
- 第1回 MVシリーズで向上した5つの基本性能(上)
- 第2回 MVシリーズで向上した5つの基本性能(中)
- 第3回 MVシリーズで向上した5つの基本性能(下)