特集論文

三菱シーケンサ “MELSEC iQ-Rシリーズ”
2015年8月公開【全3回】
名古屋製作所 志水義信 甲斐啓文 矢木孝浩
第2回 特長実現のための技術(上)
3. 特長実現のための技術
MELSEC iQ-Rシリーズの開発で、 2章 で述べた特長の実現のために適用した技術について述べる。
3. 1 生産性向上の実現に適用した技術
3. 1. 1 システムバス性能向上
MELSEC iQ-Rシリーズのシステムバスは、伝送速度3Gbpsの高速シリアルバスを採用した。この伝送速度は、ノイズの多い工場内で長期安定動作が求められるFA分野では、例のない技術領域であり、伝送設計手法の確立が重要であった。そこで、次に述べる2つの設計手法の確立を図った。
(1) 基板伝送設計手法
図2 に示すような伝送路の構成で高速信号伝送3Gbpsを実現するため、高速信号に対する基板伝送設計手法を確立した。具体的には、配線長の制約やクロストーク干渉を抑制する配線間隔など、配線設計に対する制約事項を伝送路シミュレーションから得て、伝送設計手法の確立を図った。
伝送路シミュレーションでは、解析精度がポイントとなる。解析精度向上のため、伝送路のモデル化に当たり、ASICパッケージ、バスコネクタ及びベース基板上等に設ける基板ビアは、三次元電極構造に基づいて電磁界解析を実施し、伝送特性を抽出することによって実物に近い各伝送部のモデル化を図った( 図3 )。
モデル化した各伝送部を 図4 に示す解析系に用いて伝送路シミュレーションを行い、各ユニット共通部分となる基板設計(バスコネクタからの引き出しパターンやパッドサイズ、ビア仕様、配線長、配線幅、配線間隔及び層構成)について最適値を見いだし、高速伝送のための最適な配線設計値を基準化することで、基板伝送設計手法を確立した。
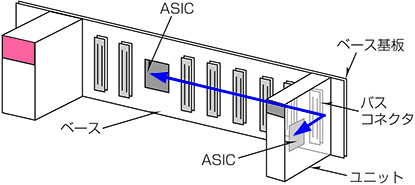
図2.シーケンサシステム
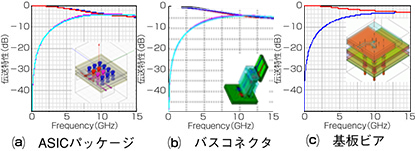
図3.伝送路モデル
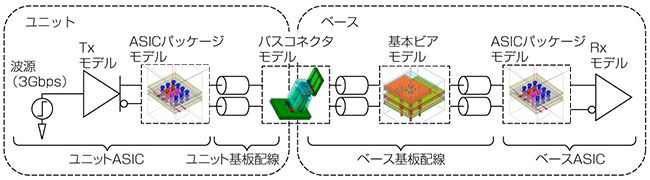
図4.伝送路シミュレーションの解析系
(2) 増設ケーブルを用いた長距離伝送設計手法
MELSEC iQ-Rシリーズは、MELSEC-Qシリーズ同様に多段接続を可能としているため、増設ケーブルを介した波形品質確保も重要となる。
MELSEC iQ-Rシリーズのケーブル長5mの増設ケーブルを接続した場合、ケーブルの伝送損失が大きくなり、波形品質が確保できなくなる( 図5 )。そのため、イコライジング技術を用いて、伝送路の伝送損失を補償し、波形品質劣化の改善を図っている。
また、新規開発した増設ケーブルのケーブルとコネクタとのアセンブリ加工の際、各対シールドの剥がし方やはんだ付けの方法など、加工精度によって伝送特性に影響が生じるため、伝送特性の測定及び波形解析を行い、伝送特性を劣化させない最適なアセンブリ加工方法を実現することで、増設ケーブルを介した高速伝送を可能とした。
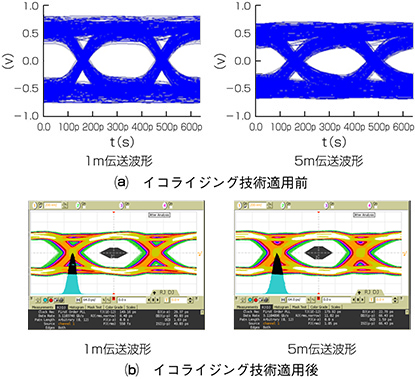
図5.伝送距離による波形品質
3. 1. 2 演算性能向上の実現に適用した技術
従来のQシリーズでは、ST言語のIF文の分岐動作をソフトウェア命令(分岐処理(JMP)命令等)で実現していたため、命令実行時にオーバーヘッド時間がかかっていた。また、このJMP命令では、分岐先をポインタ用デバイスで指定するため、その分、顧客が使用できるポインタ用デバイスが減るという課題があった。MELSEC iQ-Rシリーズでは、IF文の分岐動作を専用のハードウェア命令(IF命令等)で実現することによって、プログラムのステップ数と処理時間の大幅な短縮を実現した(IF命令の処理時間はMELSEC Qシリーズ比175倍の高速化)。また、このIF命令では、分岐先の指定にポインタ用デバイスを用いないため、使用デバイス点数を意識せずにIF文を使用することができる。従来のQシリーズとMELSEC iQ-RシリーズにおけるIF文のマシンコードへの変換例を 図6 に示す。また、同様に従来ソフトウェア命令で実現していたFBの呼出し処理に専用のハードウェア命令を用いることによって、FB呼出し時の実行時間の削減を実現した。
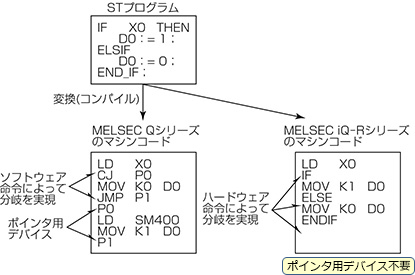
図6.STプログラム(IF文)のマシンコードへの変換例
製品紹介

三菱電機が提案する次世代トータルソリューションの中核。
激しい市場競争に打ち勝つために、生産性が高く、製造品質の安定したオートメーションシステムを構築したい。このようなお客様の課題を、MELSEC iQ-Rシリーズは「TCO削減」「信頼性」「継承」の3つの視点から解決します。
- 要旨 三菱シーケンサ “MELSEC iQ-Rシリーズ”
- 第1回 製品特長
- 第2回 特長実現のための技術(上)
- 第3回 特長実現のための技術(下)